






Consulta de Produto
Seu endereço de e-mail não será publicado. Os campos obrigatórios estão marcados *

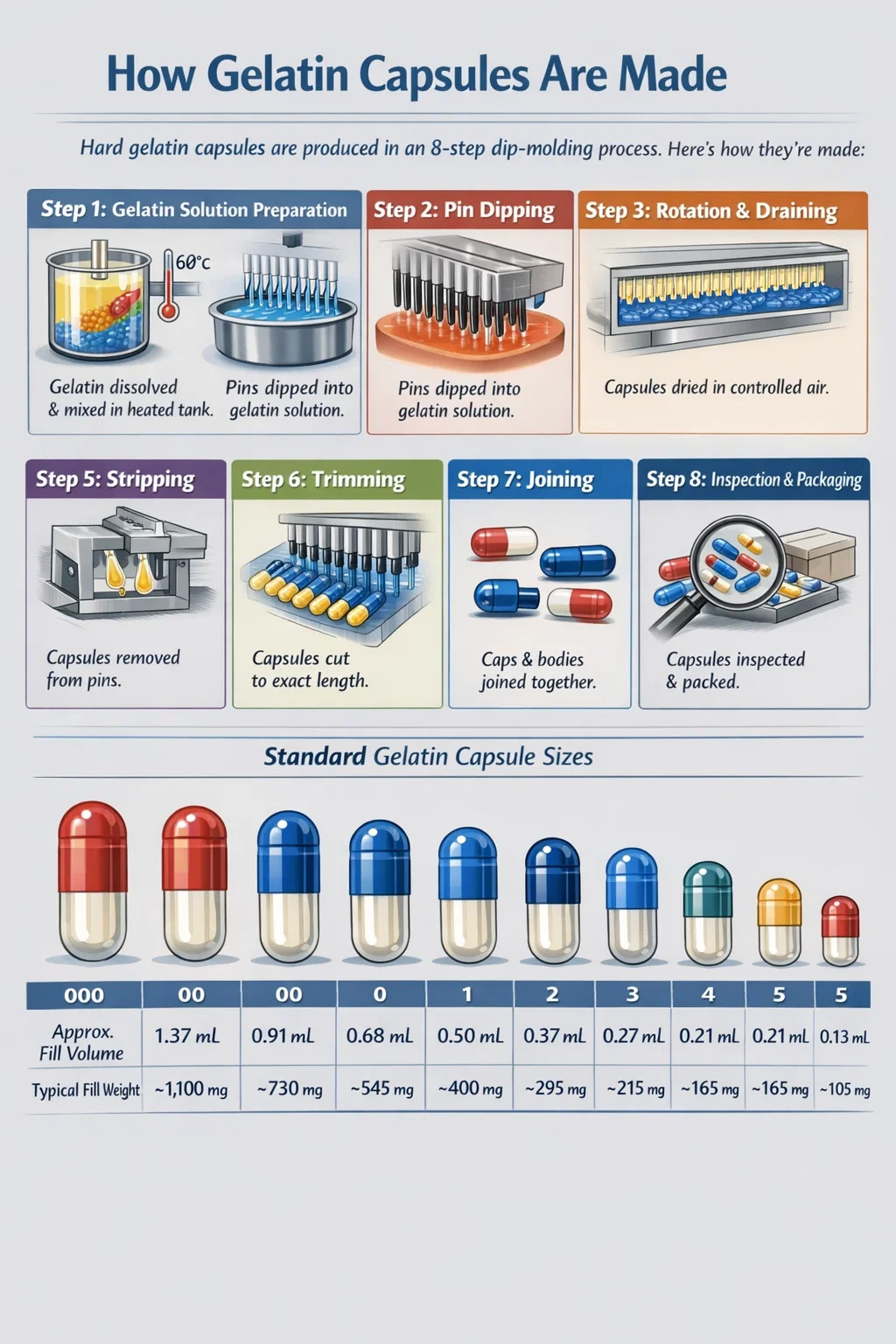
As cápsulas – principalmente as cápsulas de gelatina – são fabricadas através de um processo de moldagem por imersão, no qual pinos de aço inoxidável projetados com precisão são submersos em uma solução de gelatina com temperatura controlada, retirados, secos, descascados, aparados e unidos para formar o invólucro acabado. Este processo se aplica a cápsulas de gelatina dura (HGC) , que representam cerca de 70–75% de todas as cápsulas produzidas globalmente. As cápsulas de gelatina mole (cápsulas moles) seguem um método diferente de encapsulamento em matriz rotativa, onde o invólucro e o material de enchimento são formados simultaneamente.
Todo o ciclo de fabricação de cápsulas de gelatina dura - desde a imersão até o invólucro acabado - normalmente leva 45 a 50 minutos por ciclo de lote em uma moderna linha automatizada, com uma única máquina de produção capaz de produzir mais de 1 milhão de cápsulas por hora. Compreender esse processo é essencial para fabricantes de produtos farmacêuticos, marcas de nutracêuticos, farmácias de manipulação e qualquer pessoa que procure ou avalie materiais para cápsulas.
Uma cápsula de gelatina é um invólucro feito principalmente de gelatina – uma proteína derivada da hidrólise parcial de colágeno proveniente de ossos, peles e tecidos conjuntivos de animais, mais comumente de origem bovina ou suína. A casca se dissolve nos fluidos gástricos dentro 3 a 10 minutos , liberando seu conteúdo de forma eficiente no sistema digestivo.
As cápsulas de gelatina dominam o mercado farmacêutico e de suplementos por diversas razões mensuráveis:
Existem dois tipos principais de cápsulas de gelatina na produção comercial: cápsulas de gelatina dura e cápsulas de gelatina mole. Seus processos de fabricação são fundamentalmente diferentes e suas aplicações refletem essas diferenças.
Antes de examinar o processo de produção, é necessário compreender os materiais de entrada que determinam diretamente a qualidade da casca, o desempenho de dissolução e a conformidade regulatória.
A gelatina de grau farmacêutico usada na produção de cápsulas deve atender às especificações descritas na Farmacopeia dos Estados Unidos (USP), na Farmacopeia Europeia (Ph. Eur.) e na Farmacopeia Japonesa (JP). Os principais parâmetros de qualidade incluem:
As cascas de gelatina pura seriam muito frágeis para um manuseio prático. Plastificantes são adicionados para introduzir flexibilidade. Para cápsulas duras, o conteúdo de plastificante é mantido mínimo (abaixo de 1–2%). Para cápsulas de gelatina mole, a concentração de plastificante é muito maior – normalmente 20–30% da formulação da casca . O plastificante mais comum é a glicerina, com o sorbitol usado em aplicações sensíveis à umidade.
O dióxido de titânio é usado como opacificante para evitar a degradação da luz em materiais de preenchimento fotossensíveis. Corantes aprovados (corantes FD&C, óxidos de ferro, pigmentos naturais como urucum ou carmim) são incorporados à solução de gelatina antes da imersão. Um único invólucro de cápsula pode conter 0,01% a 2% p/p de dióxido de titânio dependendo do nível de opacidade necessário.
Água purificada (atendendo aos padrões da USP ou Ph. Eur.) é o principal solvente para a dissolução da gelatina. A solução de gelatina usada na imersão normalmente contém 30–40% p/p de sólidos de gelatina dissolvidos em água , mantido a 50–60°C para manter a solução com viscosidade apropriada para imersão.
Alguns fabricantes adicionam conservantes antimicrobianos de baixa concentração, como dióxido de enxofre (SO₂), à massa de gelatina para evitar a contaminação microbiana durante o processamento. O nível permitido na gelatina acabada normalmente não é superior a 50mg/kg por Ph. Eur. especificações.
A fabricação de cápsulas de gelatina dura segue uma sequência de etapas rigorosamente controlada. Cada fase ocorre dentro de uma seção dedicada de uma máquina automatizada de fabricação de cápsulas (como as produzidas pela Capsugel, ACG ou Qualicaps). Aqui está uma análise detalhada de cada etapa:
Os grânulos de gelatina de grau farmacêutico são pesados e dissolvidos em água purificada usando um recipiente de mistura encamisado com aquecimento controlado. A solução é trazida para 60–70°C sob agitação contínua por 2–4 horas até ficar totalmente homogêneo. Corantes, opacificantes e quaisquer excipientes são adicionados durante esta fase. A solução final é desgaseificada sob vácuo para remover bolhas de ar que, de outra forma, criariam pequenos furos na carcaça acabada. A solução é então transferida para um tanque de retenção onde a temperatura é mantida em 50–55°C para evitar a gelificação prematura, mantendo a viscosidade correta para imersão.
O núcleo da fabricação de cápsulas duras é o processo de moldagem por imersão. Pinos de aço inoxidável ou latão – usinados com precisão nas dimensões exatas de cada tamanho de cápsula (tamanho 000 ao tamanho 5, com volumes correspondentes de 1,37 mL a 0,13 mL) – são dispostos em barras contendo centenas de pinos cada. Essas barras de pinos são primeiro limpas, inspecionadas e pré-lubrificadas com um agente desmoldante (geralmente um lubrificante de molde à base de cetrimida ou agentes similares) para facilitar a remoção da cápsula.
As barras de pinos são então mergulhadas na solução de gelatina com temperatura controlada. O tanque de imersão é mantido em 45–50°C para garantir que a gelatina cubra os pinos uniformemente. Os pinos do corpo e os pinos da tampa são mergulhados separadamente, pois têm dimensões ligeiramente diferentes – a tampa tem um diâmetro ligeiramente maior para permitir que o corpo deslize para dentro e trave durante a união. A profundidade de imersão e a velocidade de retirada são controladas com precisão para atingir uma espessura uniforme da parede do casco de 0,09 a 0,12 mm .
Imediatamente após a imersão, as barras de pinos são invertidas e giradas lentamente. Esta rotação garante uma distribuição uniforme do filme de gelatina por toda a superfície do pino, evitando o acúmulo na ponta. Durante esta fase, o excesso de gelatina é drenado de volta para o tanque de imersão, reduzindo o desperdício de material.
Os pinos revestidos passam por uma série de fornos de secagem onde o ar condicionado com temperatura e umidade precisamente controladas é direcionado sobre o filme de gelatina. As condições de secagem são normalmente 20–25°C com umidade relativa mantida entre 30–45% . A secagem muito rápida causa rachaduras; a secagem insuficiente deixa as cascas macias e pegajosas. O túnel de secagem em uma máquina automatizada moderna pode ser 30 a 50 metros de comprimento efetivo , com múltiplas zonas de temperatura e umidade, para conseguir uma secagem gradual e uniforme. Esta etapa normalmente leva 30–40 minutos do tempo total de residência do túnel.
Depois de seco até atingir o teor de umidade correto (normalmente 13–16% p/p nesta fase), as cascas de gelatina semirrígidas são mecanicamente removidas dos pinos usando mandíbulas de borracha que prendem e puxam a casca sem distorção. Esta é uma etapa crítica – quaisquer irregularidades na superfície do pino ou lubrificação inadequada causarão rasgos ou distorções neste ponto.
As cascas descascadas têm uma extremidade aberta irregular (a extremidade que ficava na ponta do alfinete). Facas rotativas de precisão cortam cada casca no comprimento exato especificado. A tampa e o comprimento do corpo da cápsula de gelatina dura são definidos de forma padronizada — por exemplo, uma cápsula de tamanho 0 tem um comprimento de corpo de 18,0mm e um comprimento de tampa de 11,7 milímetros (dimensões padrão aproximadas; as especificações exatas variam de acordo com o fabricante). A precisão do corte é normalmente de ±0,3 mm.
Os corpos aparados e as tampas são alimentados em uma seção de junção onde são pré-travados: o corpo desliza para dentro da tampa até uma posição de pré-travado, mantendo-os juntos como conchas vazias durante as operações de manuseio e enchimento. As cápsulas pré-travadas podem ser facilmente separadas por máquinas de envase e, em seguida, fechadas totalmente após a conclusão do envase. O mecanismo de união utiliza guias e seguidores de came para empurrar o corpo para dentro da tampa a uma profundidade controlada.
Os invólucros de cápsulas de gelatina vazias e acabadas passam por sistemas de inspeção automatizados equipados com câmeras e sensores que detectam defeitos visíveis – furos, paredes duplas, rachaduras, amassados e inconsistências de cores. As taxas de rejeição em linhas modernas bem conservadas são normalmente inferiores 0,5% . As cascas aceitas são embaladas a granel em sacos plásticos dentro de caixas de papelão e armazenadas em condições controladas de 15–25°C e 35–65% UR para manter a integridade da casca durante o prazo de validade (normalmente 3–5 anos).
As cápsulas de gelatina dura são fabricadas em tamanhos padronizados, cada uma correspondendo a uma capacidade de volume de enchimento definida. Escolher o tamanho correto é uma decisão crítica de formulação.
| Tamanho da cápsula | Volume de preenchimento aproximado (mL) | Peso de enchimento típico (mg) com densidade de 0,8 g/mL | Aplicativos comuns |
|---|---|---|---|
| 000 | 1.37 | ~1.100 | Veterinários em altas doses, nutracêuticos |
| 00 | 0.91 | ~730 | Óleo de peixe, extratos de ervas |
| 0 | 0.68 | ~545 | Tamanho de suplemento OTC mais comum |
| 1 | 0.50 | ~400 | Produtos farmacêuticos Rx |
| 2 | 0.37 | ~295 | Formulações de dose média |
| 3 | 0.27 | ~215 | APIs potentes, formulações pediátricas |
| 4 | 0.21 | ~165 | Medicamentos de potência muito alta |
| 5 | 0.13 | ~105 | Neonatal e microdosagem |
Cápsulas de gelatina mole (softgels) são produzidas usando o processo de encapsulamento de matriz rotativa , inventado por Robert Pauli Scherer em 1933. Ao contrário da fabricação de cápsulas duras, o processo de cápsula mole forma o invólucro e encapsula o material de preenchimento simultaneamente em uma operação contínua.
Uma massa de gelatina quente (contendo gelatina, plastificante - normalmente glicerina e/ou sorbitol a 20-30% do peso de gelatina seca - e água) é espalhada em tambores de fundição resfriados para formar fitas contínuas de gelatina de espessura controlada, normalmente 0,5 a 1,2 mm de espessura . Duas fitas são formadas simultaneamente – uma para cada metade da cápsula.
As duas fitas de gelatina são alimentadas de lados opostos em um mecanismo de matriz rotativa que consiste em dois rolos de matriz em rotação contrária. À medida que as fitas convergem nas matrizes, o material de enchimento (líquido, suspensão ou pasta) é injetado a partir de uma bomba de enchimento através de um mecanismo de injeção em forma de cunha posicionado entre as fitas. As matrizes estampam e selam a gelatina ao redor do material de preenchimento usando calor e pressão – normalmente 37–40°C na superfície da matriz — enquanto corta simultaneamente a cápsula da fita. Isto produz uma cápsula hermeticamente selada numa única operação.
Cápsulas softgel recém-formadas contêm 30–40% de umidade e deve ser seco. Eles são transferidos para secadoras – grandes tambores giratórios com fluxo de ar condicionado – onde giram continuamente por 2–4 horas para evitar a aderência e promover uma secagem uniforme. A secagem subsequente da bandeja pode continuar por 24–48 horas em ambientes controlados até que a casca atinja um teor de umidade de equilíbrio de aproximadamente 6–10% p/p .
O preenchimento de uma cápsula de gelatina mole deve ser líquido ou semissólido nas temperaturas de processamento. Os materiais incompatíveis com o enchimento de cápsulas moles incluem:
As cápsulas de hidroxipropilmetilcelulose (HPMC) — também chamadas de cápsulas vegetarianas ou veganas — ganharam participação significativa no mercado como alternativas às cápsulas de gelatina, especialmente para produtos direcionados a consumidores vegetarianos, veganos, halal e kosher. O processo de fabricação das cápsulas de HPMC utiliza o mesmo princípio de moldagem por imersão, mas com diferenças importantes.
| Parâmetro | Cápsula de Gelatinaa | Cápsula HPMC |
|---|---|---|
| Material da casca | Gelatina de origem animal | Polímero de celulose derivado de planta |
| Tempo de dissolução (gástrico) | 3–10 minutos | 15–30 minutos |
| Sensibilidade à umidade | Alto (frágil abaixo de 12% UR, macio acima de 65% UR) | Inferior – mais estável em toda a faixa de umidade relativa |
| Custo por unidade | US$ 0,01–US$ 0,05 | US$ 0,03–US$ 0,10 (aproximadamente 2–3× mais alto) |
| Compatibilidade com velocidade de enchimento | Excelente – funciona com todos os enchimentos padrão | Bom – pode exigir ajustes de velocidade |
| Risco de reticulação | Sim - aldeídos e açúcares redutores podem reticular a casca | Não – não é suscetível a reticulação |
| Adequação dietética | Não adequado para veganos/vegetarianos | Adequado para todas as preferências alimentares |
Um dos desafios mais significativos na prática na fabricação e formulação de cápsulas de gelatina é reticulação de casca — uma reação química em que compostos contendo aldeído (de excipientes, materiais de enchimento ou embalagens) reagem com os grupos amino nas cadeias proteicas da gelatina, formando ligações covalentes que tornam o invólucro rígido e resistente à dissolução.
Invólucros de gelatina reticulada podem passar no teste de dissolução inicial, mas falham após 3–6 meses de armazenamento , criando um sério risco de biodisponibilidade que muitas vezes não é detectado até que os estudos de estabilidade estejam bem encaminhados. O teste de dissolução de dois níveis da USP foi desenvolvido especificamente para resolver isso: cápsulas que não atendem aos critérios de dissolução padrão são testadas novamente na presença de enzimas (pepsina ou pancreatina) para determinar se a reticulação é a causa.
Os gatilhos conhecidos para reticulação em sistemas de cápsulas de gelatina incluem:
As estratégias de mitigação incluem a substituição da lactose por açúcares não redutores (por exemplo, manitol ou celulose microcristalina), o uso de dessecantes e gases inertes de headspace nas embalagens, a seleção de cápsulas de HPMC para formulações suscetíveis a aldeídos e a realização de testes de estabilidade acelerados em 40°C/75% UR durante 6 meses como um protocolo padrão.
Os fabricantes de cápsulas que abastecem a indústria farmacêutica devem operar sob cGMP (Boas Práticas de Fabricação atuais) regulamentos definidos pela FDA 21 CFR Partes 210/211 (EUA), EudraLex Volume 4 (UE) ou diretrizes nacionais equivalentes. O regime de controle de qualidade para a produção de cápsulas de gelatina abrange diversas dimensões:
Além das cápsulas de gelatina dura e mole padrão, a indústria de cápsulas desenvolveu variantes especializadas para atender a requisitos específicos de administração de medicamentos. Essas modificações são introduzidas durante a fabricação da casca ou como tratamentos pós-produção.
As cápsulas de gelatina padrão dissolvem-se rapidamente em ácido gástrico (pH 1–2). Para medicamentos que são lábeis aos ácidos ou que devem ser administrados ao intestino, as cápsulas de gelatina são revestidas após o preenchimento com polímeros entéricos, como ftalato de hidroxipropilmetilcelulose (HPMCP), acetato ftalato de celulose (CAP) ou Eudragit L100 . Esses revestimentos permanecem intactos em pH gástrico abaixo de 5,0, mas se dissolvem em pH intestinal acima de 5,5–6,0, permitindo a liberação intestinal direcionada.
As cápsulas de gelatina dura podem ser preenchidas com formulações líquidas ou semissólidas – uma tecnologia que une a simplicidade da fabricação de cápsulas duras com as vantagens de biodisponibilidade tradicionalmente associadas às cápsulas moles. Enchimentos líquidos para cápsulas duras devem ser não aquoso ou contém menos de 10% de água para evitar o amolecimento da casca. Após o enchimento, as cápsulas são seladas por meio de bandas (uma faixa de gelatina aplicada ao redor da junção tampa-corpo), selagem a quente ou soldagem por rotação. Este formato mostrou utilidade particular para melhorar a biodisponibilidade de medicamentos pouco solúveis BCS Classe II e IV através de sistemas de distribuição de medicamentos baseados em lipídios (LBDDS).
Além do HPMC, materiais de revestimento alternativos estão disponíveis para aplicações específicas. As cápsulas de Pullulan (feitas de tapioca fermentada) oferecem excelentes propriedades de barreira ao oxigênio – taxas de transmissão de oxigênio aproximadamente 10 vezes menor que a gelatina — tornando-os adequados para materiais de enchimento altamente sensíveis à oxidação. As cápsulas à base de amido são outra alternativa sem origem animal, mas são menos comumente usadas devido à maior fragilidade e aos desafios de processamento.
O invólucro da cápsula de gelatina em si não é normalmente usado para obter liberação modificada – essa função geralmente é incorporada ao preenchimento (pelotas revestidas, minicomprimidos, grânulos de liberação controlada). No entanto, a cápsula de gelatina é um recipiente ideal para alojar múltiplas populações de pellets com diferentes perfis de libertação. Por exemplo, uma cápsula de gelatina dura tamanho 0 pode conter uma mistura de pellets de liberação imediata e liberação prolongada de 8 horas em uma única cápsula, criando um perfil de liberação bifásico a partir de uma simples etapa de fabricação.
A cápsula de gelatina vazia é apenas parte da história. O processo de envase – realizado em fabricantes de produtos farmacêuticos, organizações de desenvolvimento e fabricação de contratos (CDMOs) ou farmácias de manipulação – é igualmente crítico para a qualidade do produto final.
Enchedores de cápsulas industriais (de fabricantes como IMA, Bosch/Syntegon e MG America) operam em movimento contínuo ou intermitente. Eles abrem os invólucros das cápsulas pré-bloqueadas, enchem o corpo com a dose de pó, pellets ou líquido e, em seguida, fecham e ejetam a cápsula cheia. As taxas de produção para enchedoras rotativas de alta velocidade variam de 150.000 a 500.000 cápsulas por hora . O controle da variação de peso é obtido através de controladores de peso automatizados que rejeitam cápsulas fora da tolerância da especificação, normalmente ±5% do peso de preenchimento alvo para preenchimentos de pó.
Para composição de pequenos lotes ou fabricação de ensaios clínicos, placas de enchimento de cápsulas (Torpac, Capsule Machine) permitem o enchimento manual de 50 a 300 cápsulas por lote . Enchedoras de bancada semiautomáticas preenchem a lacuna, manuseando 5.000 a 50.000 cápsulas por hora e são comuns em operações farmacêuticas de pequena escala e em ambientes de manipulação especializada.
O enchimento das cápsulas de gelatina dura deve ocorrer em ambientes controlados. O parâmetro mais crítico é a umidade relativa: as cascas de gelatina tornam-se muito frágeis para serem manuseadas abaixo 30% UR e muito macio e pegajoso acima 60% UR . As condições padrão da sala de enchimento são 20–25°C e 40–55% UR . Em climas úmidos, as salas de enchimento exigem desumidificação ativa com sistemas HVAC validados.
Para empresas farmacêuticas, marcas nutracêuticas e CDMOs, selecionar o fornecedor certo de cápsulas de gelatina requer avaliação em diversas dimensões além do preço básico por mil cápsulas.
Seu endereço de e-mail não será publicado. Os campos obrigatórios estão marcados *
Se você quiser saber mais sobre nossos produtos, não hesite em nos contatar e faremos o possível para atendê-lo.

